新疆锰矿原矿13品位破碎到2mm干选,精矿品位提到30左右。
龙头碳酸锰矿床属多薄层矿体,矿山在开采氧化锰时不用选矿,在开采碳酸锰时,分采较为困难,由于合采和贫化的原因,矿石必须进行选矿。该种碳酸盐矿物属弱磁性,而脉石矿物主要含锰炭岩属无磁性,故可采用强磁选方法,剔除部分脉石(围岩),使矿石含锰达到或略高于地质品位。
采用矿山自制的SHC-1800型湿式强磁选机进行选矿试验。入选矿石粒度分别为10~0mm和6~0mm。矿山进行了多次选矿试验。试验结果如下:10~0mm矿样不同磁场强度试验结果见表10。不同磁选流程试验结果见表11。
表10 龙头碳酸锰10~0mm矿样不同磁场强度试验结果
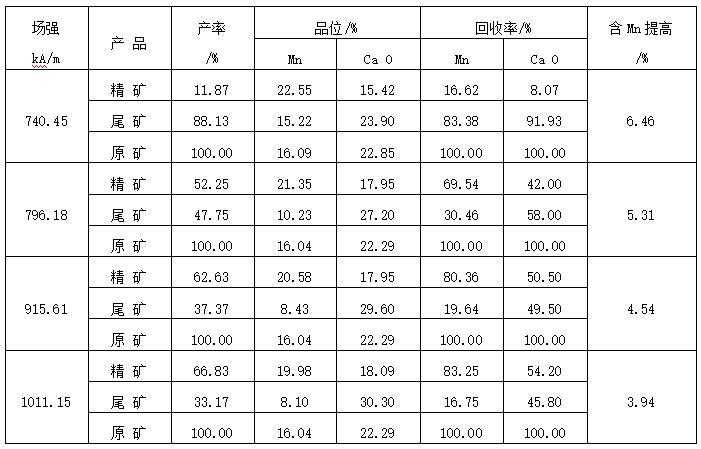
表11 龙头碳酸锰10~0mm同种矿样不同流程试验结果

五个不同矿样(6~0mm)磁选流程试验结果见表12。
表12 五个不同矿样流程试验(一粗一扫)结果(粒度6~0mm)

20~0mm粒级强磁选试验结果见表13。
表13 入选粒度20~0mm强磁选试验结果
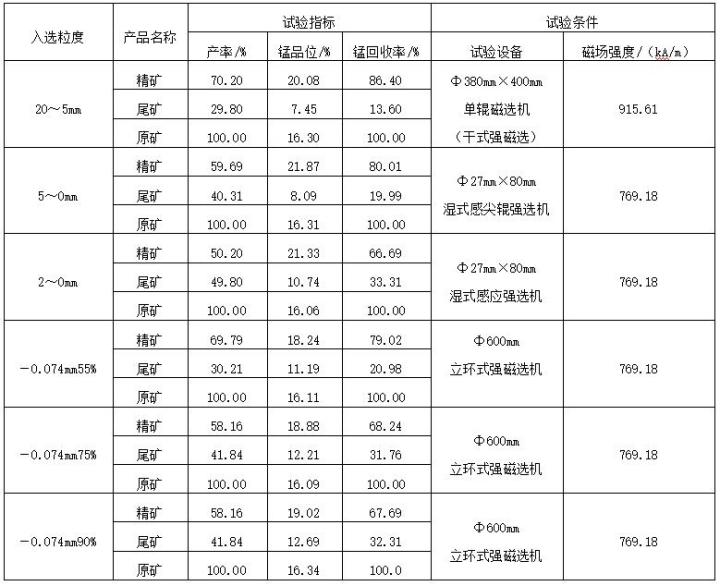
试验表明:粒度在10~0mm时,磁场强度为915.61kA/m,选矿效果。考虑到回收率的问题,在相同磁场强度的情况下进行和一次选别和一粗一扫磁选试验。采用一粗一扫流程与一次选别流程相比,金属回收率从72.01%提高到89.24%,含锰品位下降了0.97个百分点。虽然入选粒度在5~0mm时选别效果好,但粒度偏细,不好使用,所以工厂设计时考虑粗粒度。
从入选粒度粗,处理量大,设备简单,投资小等方面考虑,1981年采用了重介质旋流器-强磁选联合流程方法建成一座年产7.5万t的选矿厂,工艺流程见图1。1982年~1984年选矿厂各项技术经济指标见表14。
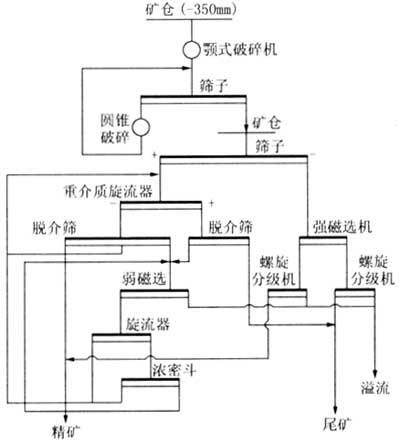
图1 重介质旋流器-强磁选联合流程
表14 1982~1984年各项技术经济指标 (%)

工艺特点:入选粒度大(20~0mm),其中20~0mm粒级约占80%左右,这样大部分矿样均能用重介质旋流哭处理,因此采用本试验流程,不但在技术上符合早收、粗收、避免过粉碎的原则,且具有设备简单,容易制造,处理量大,上马快,工艺设备可靠,投资省的优点。
1982~1984年,每年处理原矿8000t左右,没有达到设计能力。每天只开一个班,而开机后要花很长时间去调试介质比重,因而造成劳动力消耗大,选矿加工费高等后果,另外设备磨损快,砂泵事故多。1985年后停止采用重介质-强磁选工艺流程。考虑到实际生产能力小,1986年矿山选矿采用单一强磁选流程。
至2006年底,矿山碳酸锰储量为150万t,生产能力为9万t/a,随着开采深度增加,品位越来越,必须恢复选厂选矿生产,由于原来选厂生产能耗大,设备故障多,技术不成熟等原因,矿山对选厂进行了技术改造。
(二)破碎筛分
出井矿石用矿车拉至矿场,矿石一般在350mm以下,用装载机堆放矿仓,由皮带运输机送入颚式破碎机,经皮带机送至振动筛、筛分为10~0mm和10mm以上。筛下(10mm~0)的矿石经皮带机送至选矿矿仓,筛上(10mm以上)矿石经皮带机送回颚式破碎机。破碎筛分流程见图2。
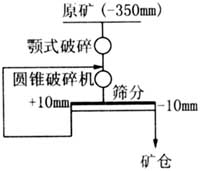
图2 破碎筛分流程
(三)选矿工艺
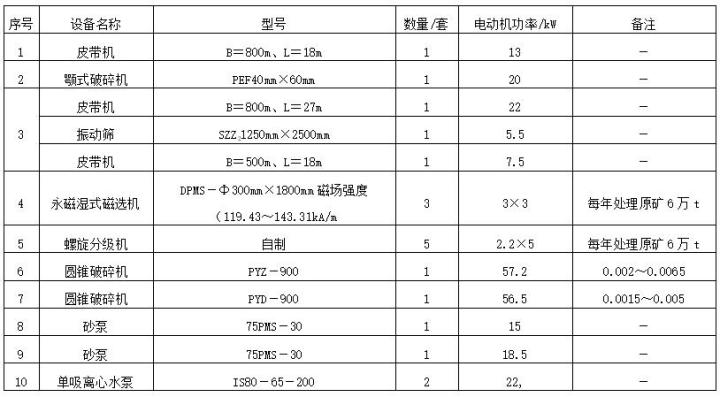
经过筛分后矿石粒度控制在10mm以下,进入选矿矿仓,经漏斗进入1号磁选机和2号磁选机,选出的精矿经皮带运输机送至精矿场地,尾矿经皮带运输机送至3号磁选机DPMS-300mm×1800mm,选出的精矿经皮带运输机送至精矿场地,尾帮经皮带运输机送至尾矿渣场。选矿工艺流程见图3。破碎筛分、选矿工艺流程使用的设备见表15。

图3 选矿工艺流程
表15 选厂设备及性能
(四)历年选矿生产主要经济指标
2007年选矿主要技术经济指标见表16。
表16 2007年选矿主要技术经济指标

五、尾矿综合利用及环境保护
目前,矿山每年生产约2万多吨的尾矿暂无回收利用,在选矿厂附近构筑一座尾矿渣场,尾矿渣场布置在磁选厂附近的山沟里,总坝高为10m,总库容约21万m3,服务年限约11.75a,可满足矿山选矿排出尾矿量临时堆存的需要。
六、选矿厂工艺特点
(一)工艺流程先进、设备简单、投资少、上马快、回收期短。
(二)工艺流程改进:重介质旋流器-强磁选联合流程-单一电磁湿式强磁流程-单一永磁湿式强磁流程,经过多年的改造,工艺流程简单、技术先进、成本不断降低。
公司业务范围1.化验员培训 (铁、、锰、钛、铜、铅、锌、金、银等)
2.实验室承建 (铁、、锰、钛、铜、铅、锌、金、银等)
3.黑色金属(铁、、锰、钛)半工业流程实验
4.选矿流程工艺改造 设备选型(锰矿、磁铁矿、钛铁矿、铁矿、钽铌矿、赤铁矿、褐铁矿)
5.公司针对新疆、四川、云南钒钛磁铁矿石选出的铁精粉含钛高,通过不断实验摸索,小样实验,半工业试验验证,客户磨矿200目左右铁精粉含钛7-8个这种情况用我们公司新工艺只需要磨矿到100目左右,铁精粉里含钛降到3以下